Tonight I had little time to pour the resin for two of the four resin cylinders that I will need.
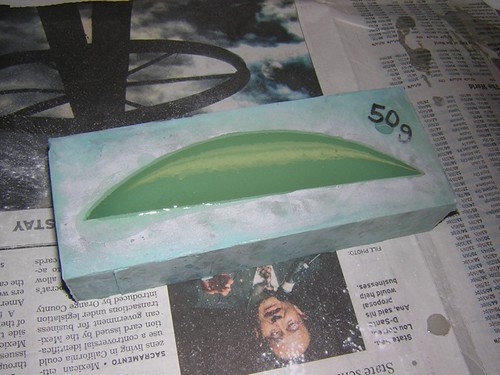
The cylinder mold is trickier to work with than the previous molds I used for the other parts, as they were open-faced, and their shapes didn't require me to flex the mold very much. The cylinders are another story, the mold is closed and the end caps extend beyond the mold opening. From the outside, the mold looks like a light green brick.

The first step is to liberally apply baby powder to the inside of the mold and shake and tap it around to get full coverage, removing any excess after full coverage has been attained. I'm told the baby powder draws any air bubbles toward it via capillary action, resulting in a better casting. I've seen no evidence of bubbles so far on my castings, so I'm not going to argue with success.

The next step is to start pouring the resin. I was shooting for 80 grams of each of the two components, but I went a little over. Oh well, better too much than not enough.

The liquid mixture is then poured into the mold. There is some overspill, but it hardens into solid resin as well, and once hardened, it comes off easily.

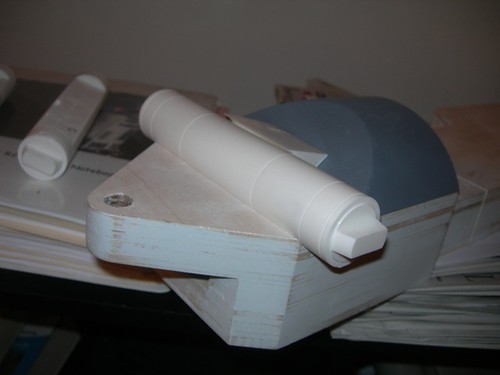
I let the first cylinder set for about 25 minutes, which was pretty much enough time, but to extract it from the mold, the mold is bent out of the way, and pulling the part out can cause it to bend very slightly too. The bend in the part can be reversed immediately, though (or later by heating the part up). I let the second cylinder set for a full hour to make sure it would not bend.

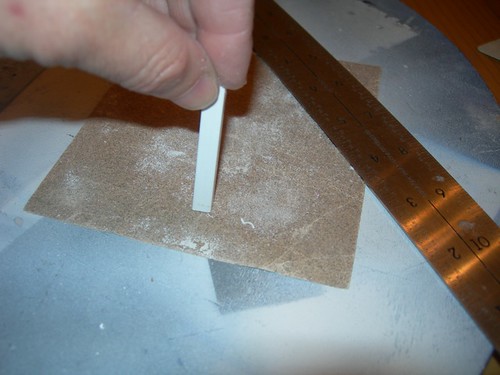
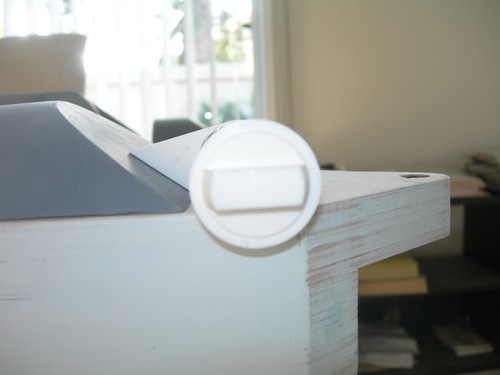
The cylinders turned out pretty well, with just a minimal amount of finish work required.

I'm also getting good at molding the inside of cups.

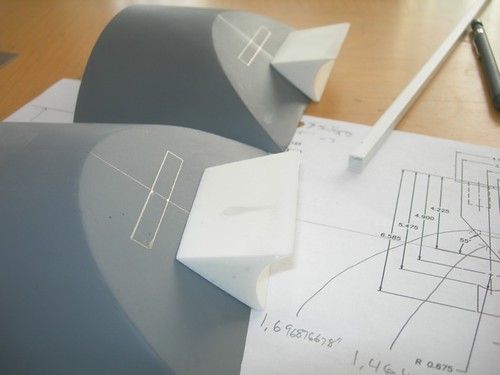
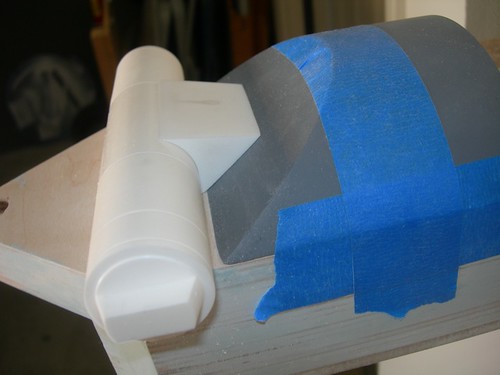
I did a quick test fit on the middle leg. The wedge still needs some sanding on the back side to smooth out where the top of the resin filled up above the mold, and once that is done I think the fit should be just about perfect.